栏目导航
联系我们

联系我们
传真:0769-23133549
龙先生: 15820923927
何小姐: 15899699020
何先生: 13825331810
地址:广东省东莞市万江区新谷涌社区阳光商业文化广场中12-16号
新闻中心
当前位置:首页 > 新闻中心 > 技术参考 > 关于上银直线导轨离子氮化变形的控制关于上银直线导轨离子氮化变形的控制
作者:admin 来源:本站 发表时间:2018/11/23 9:56:16 点击:2343 |
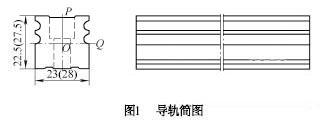
 通过试验,找出上银导轨离子氮化变形的规律,并采用相应的工艺措施,使长度760 mm 的导轨,在离子氮化后,可使上银导轨底基面弯曲的极限偏差和侧基面弯曲的极限偏差满足有关文献规定的5 、6 级精度的技术条件。现将有关试验情况介绍如下。 一、导轨规格、用材及技术要求
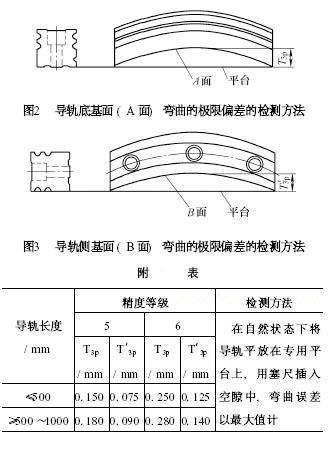
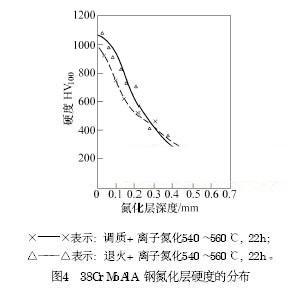
离子氮化导轨用材为38Cr MoAl A 钢,毛坯为热轧棒材,直径分别为40 mm 和50mm,经切削加工成形。导轨氮化的技术条件: 表面硬度≥650HV ,氮化层深度≥0. 4mm,脆性≥2 级,变形量的检验方法和允差见图2 、图3 和附表。
二、预先热处理
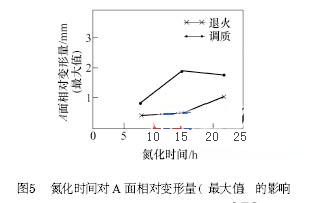
由图4可以看到,经上述工艺处理后,氮化层深度保持在0. 50mm 以上。氮化层的硬度梯度与预先热处理有关。在相同的离子氮化工艺条件下,退火状态导轨约0. 2mm的外表层硬度比调质状态高,离表面0. 1mm 处,退火状态的硬度高于800HV100 ,而调质状态此处的硬度仅保持650HV100 ;离表面0. 15mm 处,退火状态的硬度仍然高于700HV100 ,但调质状态此处的硬度已低于600HV100 。 四、离子氮化导轨变形的规律性
众所周知,氮化时间越长,氮原子渗入的深度就越深,伴随表层单位体积的增加就越大,因此东莞上银直线导轨的变形也随氮化时间的增长而增大。 |
|
上条新闻:上银微型导轨MGN12C应用范围及优质特性介绍: 下条新闻:上银直线导轨副的选择程序及寿命分析 |
版权所有:东莞市君驰机电设备有限公司 www.ikozc.com 粤ICP备13036703号-1
电话:0769-87320287 传真:0769-23133549 QQ :972711237
地址:广东省东莞市万江区新谷涌社区阳光商业文化广场中12-16号